




International Standard Steel Lattice Tower 110kV-230kV Monopoles Steel Lattice Tower

Contact Person : Julia
Phone Number : 86-18037871307
WhatsApp : +8618037871307




| Minimum Order Quantity : | Negotiation | Price : | Negotiation |
|---|---|---|---|
| Packaging Details : | Standard National Packing Method | Delivery Time : | Depends on the quality of client |
| Payment Terms : | 30% advanced payment , 70% balance payment before shipment. | Supply Ability : | 2000 Ton per Month |
| Place of Origin: | China | Brand Name: | DINGLI |
|---|---|---|---|
| Certification: | ISO9001,ASTM,RETIE,Nch203,Costa Rica ASTM,EPC,TCL,Q690 Extra High Strength Steel |
|
Detail Information |
|||
| Material: | All Types,GB/ASTM/JIS/EN. | Type: | Steel Tubular Tower |
|---|---|---|---|
| Surface Coating: | Hot Dip Galvanization Or Painting | Voltage Grade: | 10-750KV |
| Galvanization: | Hot Dip Galvanization | Painting: | According To Clients' Request |
| Height: | 3-60m Optional | Life Time: | Minmum 50 Years |
| High Light: | 750KV Lattice Steel Towers,Four Leg Lattice Steel Towers,750KV lattice steel pole |
||
Product Description
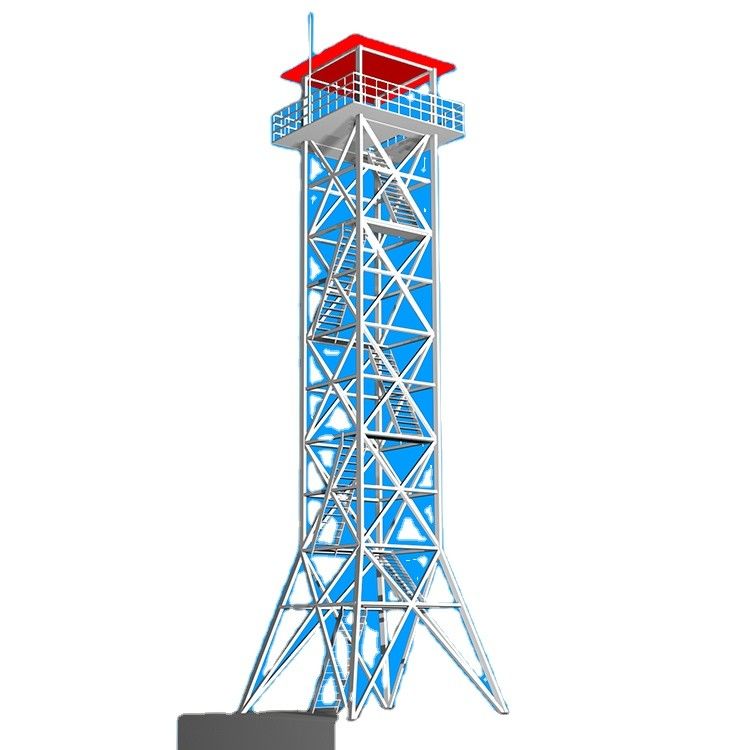
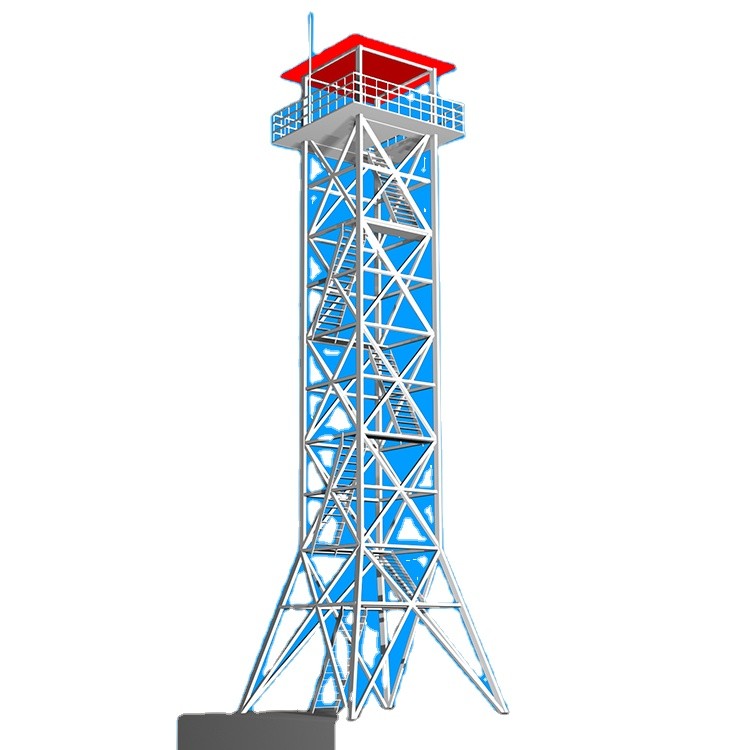
Four leg beautiful angle steel watching steel tower
Quick Detail:
Monitor steel towers for military bases, borders, prisons, forests, parks, etc. where extensive observation is required.
Beautiful appearance, low cost and long service life.
Applications:
| Material | Q235/Q345/As Per Clients'Requirement |
| Height | 1m-100m |
| Surface treatment | hot dip galvanized or painting |
| Product life | more than 50 years |
| Suitable temperature | -40ºC~60ºC |
| Wind speed | 35m/s |
| Supply type | manufacturer |
| MOQ | 10 tons |
| Certification | ISO |
Specifications:
The product features:
As the traditional transmission line equipment, Angle steel tower has the field widely used, the characteristics
of the design code, the craft is mature, at different distances, different voltage level are showing the advantages
and general applicability
Design and Manufacture scope:
1) Material:All types,GB/ASTM/JIS/EN.
2) Yield strength:235 MPA-460MPA
3) Voltage Grade:10-750KV
4)Type of Conductor: vertical,triangle,horizontal.
5) Wind velocity:23.5m/s-35m/s.
6) Span:Below 1000m.
7) Height:5-80M
8) Surface Treatment:Hot dip galvanized,Painting,spray-paint.
9) Coating Thickness:According to your requirement.meet customer’s needs.
Steel Grades
4 legs: Chinese steel Q345B, which same to ASTM A572 GR50
Other webs, bracing and not stress plate and angle steel: Chinese Q2230B, which same to ASTM A36
Plates: Chinese steel Q345B, which same to ASTM A572 GR50
Bolts: Chinese grade 6.8 and 8.8, which similar to ASTM A394
A) Dimension and tolerance for angle are according to GB/T1591-1994, similar to EN 10056-1/2
B) Hot dip galvanization in accordance with GB/T 13912-2002, which similar to ASTM A 123
C) The welding will be performance in accordance with AWS D1.1 or CWB standard
Production Process
| Shearing | A:Shearing and cutting shall be performed carefully and all portions of the work which will be exposed to view after completion shall be finished neatly. Manually guided cutting torches shall not be used. B:All material over 13 (or 12) mm thick shall be cold sawn or machine flame cut. C:Cropping or shearing shall be allowed for material thickness of 13 mm or less. Flame cutting of high yield steel shall be preceded by a slight preheat operation by passing the cutting flame over the part to be cut. All flame-cut edges shall be ground clean. |
| Bending | Our company owaned the bending machince. Frether more, we can manufacture the towers with hot bending or cold bending according to client's requirements. |
| Welding | No welding shall be done unless prior approval has been obtained from the Engineer. Welding shall not be allowed at tower attachment points for conductor, shield wire, insulators or associated assemblies or brackets |
| Sub-punching | All holes in structural steel less than 10 mm thickness may be punched to full size unless otherwise noted on the approved Drawings. Holes shown on the Drawings as drilled holes and all holes in structural steel 10 mm or more in thickness and tension members of cross-arms shall be drilled or sub-punched and reamed. All holes shall be clean cut and without torn or ragged edges. All burrs resulting from reaming or drilling shall be removed. All holes shall be cylindrical and perpendicular to the member. Where necessary to avoid distortion of the holes, holes close to the points of bends shall be made after bending. |
| Punching | For punching to full size, the diameter of the punch shall be 1.0 mm larger than the nominal diameter of the bolt, and the diameter of the die shall not be more than 1.5mm larger than the diameter of the punch. For sub-punching, the diameter of the punch shall be 4 mm smaller than the nominal diameter of the bolt, and the diameter of the die shall be not more than 2 mm larger than the diameter of the punch. Sub-punching for reamed work shall be such that after reaming no punch surface shall appear in the periphery of the hole |
| Hole Size | Where holes are reamed or drilled, the diameter of the finished hole shall be not greater than the nominal diameter of the bolt plus 1.0 mm. |
| Galvanizing | All material shall be hot-dip galvanized after fabrication in accordance with the latest revision of GB/T 13912-2002 or ASTM Specification A 123. Material that has been rejected because of bare spots or other coating defects shall either be stripped and re-galvanized, or the uncoated areas shall be recoated by an approved method. All plates and shapes which have been warped by the galvanizing process shall be straightened by being re-rolled or pressed. The material shall not be hammered or otherwise straightened in a manner that will injure the protective coating. Approval shall be secured from the Engineer if galvanizing is done outside of the Contractor's plant. All galvanized steel work shall be protected against white storage stain by using an approved solution treatment immediately following galvanizing. |
| Packing | Our product will be packed into several bundles whose weight is 2~3 MT or according to your requirement. |
|
Hot dip galvanizing |
Standard | Steel thickness/mm |
Mean coating thickness/μm |
Metallic Element |
Content |
|
Pole shafts,cross arms&bolted on accessories |
ASTM A123/ A123M-15 AS/ NZS 4680 |
>6 | 85 | Mn | 0.25%-0.40% |
| <3-6 | 70 | ||||
| 1.5-3 | 55 | Cu | <0.15% | ||
| <1.5 | 55 | ||||
| Bolts,nuts&washers | GB/T 5267.3-2008 | _____ | ≥ 54 | P | <0.025% |
| (ISO 10684-2004) | |||||
| Foundation bolts |
ASTM A153/ A153M-09 |
_____ | ≥ 54 | S | <0.03% |
Inspection Before Delivery:
![]()
Packing Detials:
![]()
![]()
Competitive Advantage:
Why Us
1. Experienced staffs replying your inquiry in 24 working hours in fluent English.
2. Customized design is available. OEM&UBM are welcomed.
3. Perfect after sales service. Exclusive and unique solution can be provided to our customer by our
well-trained and professional engineers and staff.
4.Professional factory direct :Best price and timely delivery can be assured.
5. Very convenient transportation.
6. As an honest seller, we always use superior raw material, advanced machines, skilled technicians
to ensure our products to be finished in high quality and stable feature. Welcome to contact us or visit
our company anytime.
In the whole pole and tower manufacturing industry, experienced engineers and designers make the
Company be available of designing accurately and timely and ensuring quality, safety and easy construction.
On the basis of an excellent design team, the Company further configures software of PLS-Tower,
AutoCAD, BOCAD and other CAD and updates the software in real time to ensure the software is the latest.
Supported by both domestic engineering company and Quito tower design center, could provide technical
consultant and design service within our scope of work. For Quito tower design center, most of the engineers
are local staffs. The Design is based on ASTM protocols meantime with GB material standard, which will
reduce the weight, and avoid the replacement on the profiles to save the working time.
Project management—Your Dingli Utility project manager oversees all the details necessary to ensure
your project delivers as specified. What’s more, he/she communicates with you every step of the way.
Enter Your Message
DINGLI's corporate culture requires all employees to listen carefully to the customer's voice and provide customers with quality products and excellent service. DINGLI people sincerely hope to cooperate with you to create a better future.
| HENAN DINGLI POWER EQUIPMENT CO.,LTD. |
| ADDRESS:NO. 1394 EAST HANGHAI ROAD,ZHENGZHOU ECONOMIC AND TECHNOLOGICAL DEVELOPMENT ZONE,ZHENGZHOU CITY,HENAN PROVINCE,CHINA |
| 86-0371-55360829 |
| julia@hndlpe.com |